
There is no option to avoid replacing the tool someday. However, there are some engineering tips you can take into account while thinking about prolonging the cutting tool life:
1. Choose the Right Cutting Tool for Your Specific Application
As the technologies are booming today, so are the product offers in the cutting tool market. The strategy of your machining process needs to be determined carefully before choosing the right cutting tools. The crucial parameters of your selection are based on the machine limitations, the materials to be machined, and the cutting conditions (depth of cut, feed, and speed criteria). Taking into account all these factors, our engineers can advise you on the best cutting tool material (cubic boron nitride, polycrystalline diamond, etc.), appropriate grades, clearance angles, tool holders and coolant. Choosing an appropriate cutting tool is a basic requirement for the long tool life, high productivity and well-predicted cost per unit ratio.
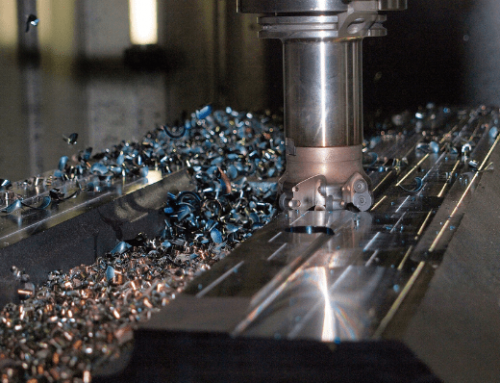
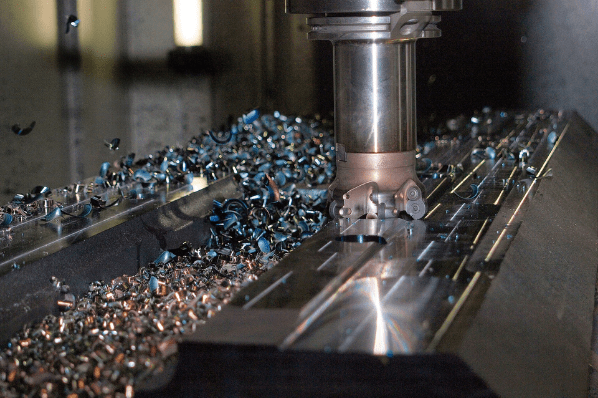
2. Coping With the Heat Generated During the Cutting Process
Intensive, uncontrolled heating will result in the rapid decrease of the tool life and stimulate build-up-edge formations. Deformation is the final and obvious sign of overheating. There is no way to avoid that heat in the process as it is a result of the energy transformation during the cutting process. However, with the proper temperature regulation, it is possible to minimize the negative consequences of the heat. Under some (rare) circumstances the tools should be run dry, in all other cases using coolant is required. It is important to choose the right type and amount of coolant: oil-based, synthetics or semi-synthetics, water, or compressed air.
3. Reasonable Cycle Time Versus Cost-Per-Second Race
Sometimes manufacturers incline to set aggressive speeds on their CNC machines because time is a critical factor in machining. Pushing the machines and cutting tools to the limit might result in a poor quality of the final product and the tool failure. At the same time, reasonably implemented high-speed machining has a broad range of benefits for many applications. Thus, using the cutting tool at an optimal speed in each specific case is very important and will provide the best results.
4. Paying Attention to the Different Kinds of Wear
During regular use, at some point, the cutting tool undergoes gradual wear. Different types of wear require different approaches. Flank wear is a consequence of long exposure to pressure. This kind of wear can be repaired, depending on the degree of wear. As a tool manufacturer with years of experience, we can re-sharpen or re-tip PCD, CBN and carbide cutting tools for you. In most cases, repairing the tool is economically reasonable.
Chipping of the edge is a type of cutting edge damage that, depending on the size of the damage (microchipping is more favorable), will lead to re-sharpening or re-tipping. Rapid changing of the temperature can lead to thermal cracks and, later, to fracture. Take a preemptive action, ask our engineers if we can prolong the life of your cutting tools.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}